双变频拉丝机是实现金属丝或金属丝分步拉拔和成品快速卷绕的关键设备,一般是用于加工出线直径小于4mm的盘条。该设备在钢丝绳、钢丝绳、电线电缆等制造行业中有着广泛应用。在电线制品行业中通常将其称为水箱拉丝机。拉丝机有称大、之中、小、微型之分。 同时由于铜丝与钢丝的拉丝机在工艺压缩比之上存在差异,而且在运行速度之上也同样存在差异。一般情况之下,钢丝拉丝机的运行速度小于1500mmin,而铜拉丝机车的运行速度一般要求在2400mmin左右。而双频拉丝机通常是采用被动放线的方式, 原料通过放线架进入拉丝箱,在通过多个模具之后,钢丝直径被拉至预设厚度,经过排丝工序之后缠绕在工字型轮上。由于行业的特点,在电线电缆等行业中一般是采用简化的电气控制系统配置,主要通过采用两台拉丝机变频器(以下简称VFD)作为外控回路仪表,而在钢丝绳、钢丝绳行业应用时,会由于金属材料的特性不同,会采用两台VFD配置PLC触摸屏进行控制。

双变频拉丝机的工作原理:

双变频拉丝机是由多个拉丝头组成的小型连续生产设备。通过分步拉拔,将拉拔头放入冷却箱之内,最终将金属丝拉至所需规格。拉丝头也会根据不同的工艺要求而变化。在每一个拉拔阶段之后,金属丝的丝径都会发生变化,因此每个拉拔头的工作线速度也会发生变化。在整个拉深过程之中,只需要一台电机通过机械传动或齿轮箱或皮带驱动。根据不同的模具结构,各拉深头的拉深速度也应不同。拉拔速度的基准是每次通过拉拔模的钢丝第二次流量不变,即,应建立下列公式:
πDv1=πdv2
式中D-进线钢丝直径
V1-进线钢丝线速度
D-出线钢丝直径
V2-出线钢丝线速度
双辊拉丝机各拉丝头工作速度变频拉丝机是基于上述公式,保证各拉丝头同步工作。由于水箱式拉丝机的拉丝过程完全由机械轴拉丝完成,这些机械轴在同一主轴之下驱动,目前整个拉丝系统依靠拉丝轮的速度差和线之上张力来控制同步协调工作,双变频拉丝机收线有两种控制方案:
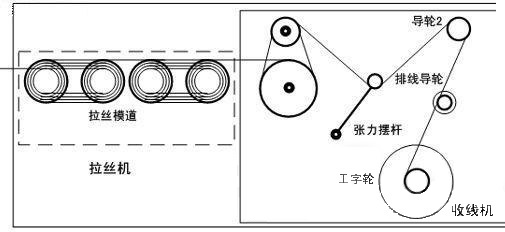
1.有一种张力摆杆控制方案
本方案分为两种方案:
a、通过前馈和卷绕直径的计算
将前级主机的线速度作为主要设定速度输入卷绕线。通过减速比和卷绕直径计算出卷绕速度,然后通过设定摆杆位置和实际摆杆位置进行PID控制,输出叠加在计算出的卷绕速度之上,形成最终的卷绕速度。在该方案之中,卷绕直径需要通过VFD计算,而且需要设置主机线速、卷取速比等一系列参数,调试起来比较麻烦
b、无需前馈,无需计算卷径,纯PID控制
只需将摆杆的反馈直接连接到SKI600之上,设置摆杆的位置,就可以从SKI600之上计算出收线速度,而无需设置太多参数。卷取部分的VFD自动适应当前转速
两种方法的区别:
有摆杆(带前馈转速)是一种老方案,所有厂家都有采用,使用起来较为复杂
有摆杆(不带前馈转速)是一种新方案。目前采用此方案的厂家很少,调试简单,接线少
杭州三科的SKI600系列产品能够与上述两种方案完全兼容。用户可以在两种方案间自由切换,并增加了自动校准摆杆电位器位置的功能。另外,当电位器位置错误时,SKI600会报故障提醒客户。

2.无摆杆控制方案
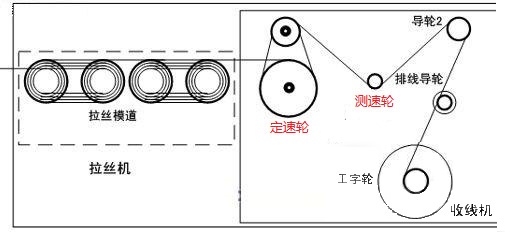
主要应用于微拉丝机。由于微拉丝机的线径在0.03-0.15mm间过小,摆杆方案不能满足控制要求,且极易断丝。
目前,SKI600能够通过内部接近开关检测主机恒速轮的线速;卷取线速度通过测速轮的接近开关检测。经过复杂的外部计算,通过控制恒速轮和测速轮40间的打滑来控制卷取速度;无论主机的卷绕速度如何,都要保证卷绕速度一致

SKI600系列拉丝机变频器与之前市场中的同类产品有很大差异,无需PLC和触摸屏(用户可根据需要选择触摸屏直接与变频器通讯)。调试只需简单设置即可完成,并具有完整的保护功能。经现场试验,滑移控制精度在设定滑移±0.1ms之内,设定滑移小于0.6ms。由于SKI600自身的功能,可以实现更快的响应速度、减少外围线路和更高的控制精度的性能需求。
 首页
首页 重载通用变频器
重载通用变频器 轻载矢量变频器
轻载矢量变频器 专用变频器
专用变频器 变频控制柜
变频控制柜 服务支持
服务支持 客户案例
客户案例 新闻资讯
新闻资讯 联系三科
联系三科