一、前言
复合机是包装印刷行业的重要设备。它是一种加热两层或两层以上相同或不同材料的机器,如布与布、布与纸、布与人造革以及各种塑料和橡胶片,使其熔化或半熔化,或用特殊粘合剂将其复合。

二.复合机简介
一般来说,复合机是指家纺、服装、家具、汽车内饰等相关行业中的复合装置,主要用于各种织物、皮革、薄膜、纸张、海绵等两层或两层以上的粘合生产过程。具体来说,分为胶粘复合物和非胶粘复合物,胶粘复合物又分为水胶、PU油胶、热熔胶等。无胶复合工艺多为材料间直接热压粘接或火焰燃烧复合。
复膜机常见的类型有:喷胶复膜机、胶点转移复膜机、火焰复膜机、网带复膜机和双胶复膜机。
1.控制系统的状态
目前行业常用的方案:卷绕张力由磁粉离合器或力矩电机控制,第一、二次放卷张力由磁粉制动器控制。烘炉段的张力控制主要是通过浮动辊电位器检测速度偏差,通过电位器或通过同步控制板手动调节复合电机和涂胶电机的速度同步来维持恒定的张力。
2.目前存在的问题
A.在许多经济型复合机中,涂胶电机和复合电机仍以转差电机为首选,导致能耗高、维护麻烦、转速不稳定。
B.磁粉离合器由于大小线圈打滑过大,在绕制大线圈时需要输出大扭矩,即更大的电流,容易损坏,导致磁粉发热。
C.在控制绕线时,力矩电机需要在小线圈和大线圈中保持一定的张力锥度,因此经常需要人为调节力矩,以保证内紧外松的绕线效果。不同运营商生产的产品差别很大。并且力矩电机调速范围小。
d、用同步控制板调整炉段张力比较麻烦。一般浮动滚轮在加减速时不稳定,这种同步板的非专业制造是复合机的一个故障点。如果用电位器手动调节同步,操作麻烦,人为因素大,造成同步失败。
三.复合机的工艺及电气方案
本设备放卷材料为薄膜,厚度为0.08毫米,宽度为900 ~ 1200毫米,放卷要求如下:
1.收放卷速度稳定。收放卷速度为20-200米/分钟,可平稳启停。
2.张力是平衡和可调节的。根据设定的张力,保持最小的波动范围,保证纸张放卷的紧密度。同时,根据材料的不同宽度和最大卷绕直径,可以方便地调节设定张力。
3.退绕辊的力矩方向可以切换。当纸张的涂胶面不同时,需要翻转,必须改变扭矩方向。
4.由于是被动放卷,放卷电机工作在发电模式,为了保证变频器过压,必须增加一个制动电阻。
5.卷绕张力随着卷绕直径的增大而减小,以达到内紧外松的最佳卷绕效果。
该复合机是加工塑料薄膜(如薄膜印刷)的重要设备,如下所示。在该系统中,薄膜卷通过退绕架退绕,然后通过涂胶槽涂胶,进入复合牵引辊后在复合控制箱中加热,然后与另一层薄膜复合,最后由卷绕电机卷绕。
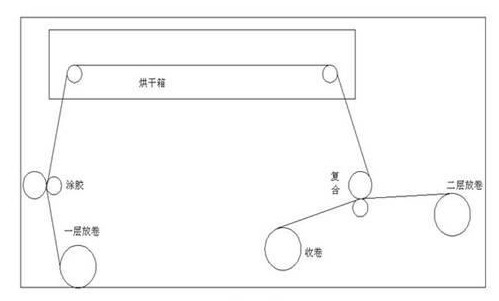
系统方案描述:
变频器开环张力控制是最常用的方法,没有张力检测机构,系统结构简单。它在扭矩模式下工作,所以它应该首先在闭环矢量模式下工作。需要安装旋转编码器,最好将编码器安装在电机轴上。如果要控制的张力很小,编码器中的脉冲数不应少于1000个。如果要控制的张力较大,可以使用600线以上的编码器。
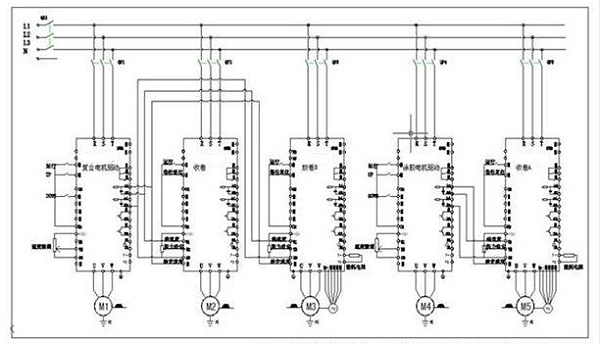
1.展开结构
第一层放卷采用纯张力式,功率2.2kw,采用开环张力转矩控制方式,增加被动放卷和编码器做闭环矢量控制,保证转矩稳定。生产速度由系统涂胶驱动SKI600给出。开环张力扭矩控制不需要张力反馈,SKI600可以通过输出扭矩控制张力,系统结构简单。但是电流转矩的输出值取决于线圈直径的计算,因此设置线圈直径计算的相关参数非常重要。该设备采用线速度信号法计算当前绕组直径。即系统涂胶驱动SKI600给定工作频率的模拟输出信号作为线速度信号,计算出涂胶驱动SKI600最高频率对应的最大线速度。
二层放卷为张力专用,功率2.2kw,采用开环张力转矩控制方式,加入被动放卷和编码器做闭环矢量控制,保证转矩稳定。生产速度由系统复合驱动器SKI600给出。开环张力转矩控制不需要张力反馈,张力控制的效果通过输出转矩来实现,系统结构简单。但是电流转矩的输出值取决于线圈直径的计算,因此设置线圈直径计算的相关参数非常重要。该设备采用线速度信号法计算当前绕组直径。也就是说,系统复合驱动SKI600的给定工作频率的模拟输出信号被用作线速度信号,并且对应于复合驱动SKI600的最高频率的最大线速度被计算。
2.卷绕结构
SKI600是一款能够在卷绕或退绕过程中实现恒张力控制的产品。内部智能系统可以计算出材料的实际卷绕直径,并通过控制输出扭矩获得恒张力控制。通过设置系统惯性补偿、摩擦补偿和材料惯性补偿,可以补偿系统惯性、摩擦阻力和材料惯性导致的起步或加速过程中的速度不均匀,获得非常平滑的张力控制效果。方案简单,调试方便。AC90还可以设置张力锥度系数,使卷绕张力随着卷绕直径的增大而减小,达到内紧外松的最佳卷绕效果。
3.涂胶机构和复合机构
由于系统的高线速度,涂胶复合机构采用高性能矢量积,频道均为主加辅的方式。主速可以通过使用UP/DOWN模式同时在几个地方增加或降低速度,辅助速度由电位器给出。系统中的涂胶辊和复合辊上都有精密的测速装置,两辊的线速度可以通过电位器进行微调,使速度在高速下稳定运行。
另外,在现场安装时,一定要注意机身的良好接地。特别是在一些少雨的干燥地区,接地端子要特别处理。否则,工作时机器表面积聚的静电可能会引起火灾。
四.系统方案的优势
1.系统速度响应快,电机同步运行,保证了复合材料的恒张力传输。
2.生产线高速运转时,系统稳定,张力稳定。
3.电机加减速过程平缓,降低了设备故障率。
4.SKI600低速稳定性好,0.3HZ以上运行平稳。
5.该系统操作简单,节点少,调试简单,易于维护。
实践证明,该方案中变频器 具有良好的电机同步控制性能,保持线速度一致,实现了复合材料的恒张力传动,使复合材料在生产过程中紧密度一致,提高了复合材料产品的质量和产量。
 首页
首页 重载通用变频器
重载通用变频器 轻载矢量变频器
轻载矢量变频器 专用变频器
专用变频器 变频控制柜
变频控制柜 服务支持
服务支持 客户案例
客户案例 新闻资讯
新闻资讯 联系三科
联系三科